Памеры стужкавага змяшальніка служаць асноўнымі крытэрыямі для выбару абсталявання і планіроўкі працэсу. У інжынернай практыцы тэрмін «памеры» ахоплівае тры ўзаемазвязаныя, але розныя аспекты: аб'ёмную ёмістасць (якая вызначае магутнасць пакетнай апрацоўкі), знешнія геаметрычныя памеры (якія вызначаюць плошчу ўстаноўкі і неабходную вышыню) і памеры ўнутраных рухомых частак (якія вызначаюць дыяпазон і аднастайнасць змешвання). Разам гэтыя тры аспекты ўтвараюць поўны памерны профіль стужкавага змяшальніка.
Ⅰ. Тэхнічныя характарыстыкі аб'ёму: намінальныя памеры ў параўнанні з фактычнай ёмістасцю
Пазначэнне мадэляў стужкавых змяшальнікаў звычайна заснавана на агульным аб'ёме, які адносіцца да геаметрычнага аб'ёму ўнутранай прасторы ўнутры U-вобразнага жолаба змяшальнай камеры, вымяранага ў літрах (л) або кубічных метрах (м³). Распаўсюджаныя характарыстыкі вар'іруюцца ад лабараторных мадэляў на 50 літраў да прамысловых мадэляў на 30 000 літраў.
Важна строга адрозніваць гэта ад працоўнага аб'ёму, які адносіцца да аб'ёму, займанага матэрыялам падчас рэальнай працы. З-за патрабавання вольнай прасторы зверху, якое накладаецца прынцыпам змешвання стужачных змяшальнікаў, рэкамендуемая хуткасць напаўнення складае ад 40% да 70% ад агульнага аб'ёму, пры тыповым разліковым значэнні 60%. Гэта азначае, што машына з агульным аб'ёмам 3000 літраў мае рэальную магутнасць пакетнай апрацоўкі прыблізна 1800 літраў матэрыялу.
Гэта абмежаванне вынікае з памерных характарыстык структуры шрубавай стужкі: пры кручэнні ўнутраная і знешняя стужкі павінны штурхаць матэрыял з абодвух канцоў да цэнтра або ад цэнтра да абодвух канцоў, адначасова ствараючы радыяльнае перакульванне. Калі хуткасць запаўнення занадта высокая, матэрыял уверсе перавысіць эфектыўны дыяпазон стужак і не зможа ўдзельнічаць у канвектыўным руху, што непасрэдна ўплывае на аднастайнасць змешвання.
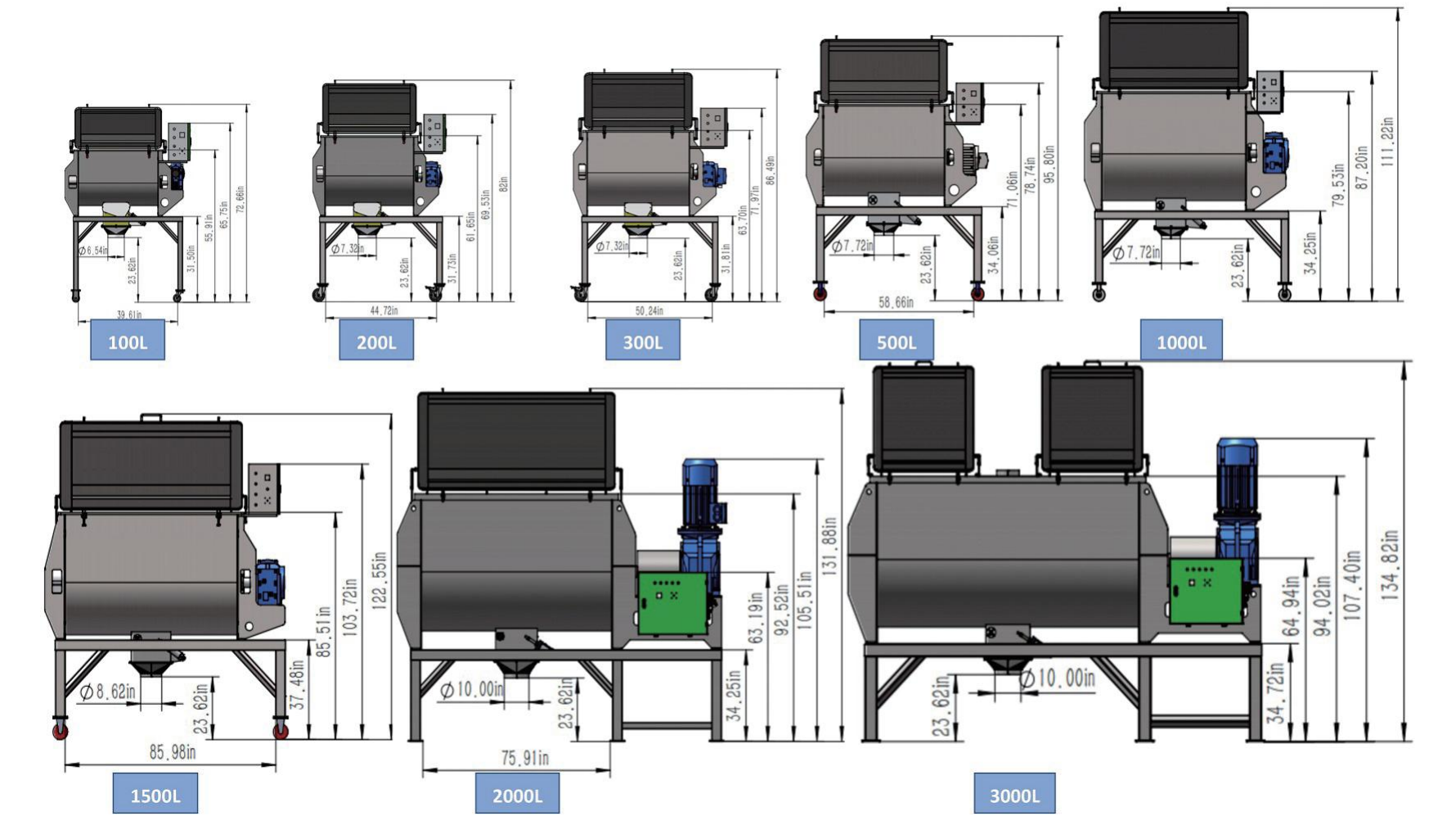
ІІ.Знешнія памеры: даўжыня, шырыня, вышыня і абмежаванні прасторы
Стужкавы змяшальнік мае гарызантальную канструкцыю, а яго знешнія памеры вызначаюцца наступнымі геаметрычнымі параметрамі:
Даўжыня (L): вызначаецца даўжынёй змяшальнай ёмістасці і восевымі памерамі ўстаноўкі тарцовых пласцін, карпусоў падшыпнікаў і рэдуктара.
Шырыня (W): вызначаецца вонкавай шырынёй U-вобразнага жолаба і бакавымі выступамі рухавіка і рэдуктара
Вышыня (В): вызначаецца адлегласцю ад дна жолаба да верхняй вечка, а таксама канструкцыйнай вышынёй ніжняга выпускнога клапана і верхняга ўваходу падачы.
III.Памеры ўнутраных рухомых частак: дыяметр і крок лапаткі шрубы
Памеры саміх шрубавых лапатак непасрэдна вызначаюць аб'ём змешвальнага дзеяння:
Знешні дыяметр лапаткі шрубы: вызначае ступень радыяльнага перакульвання матэрыялу. Чым большы вонкавы дыяметр, тым таўсцейшы пласт матэрыялу перамяшчаецца за адзін абарот. Звычайна вонкавы дыяметр лапаткі шрубы крыху меншы за ўнутраную шырыню U-вобразнага жолаба, прычым зазор паміж лапаткай і корпусам жолаба падтрымліваецца ў межах ад 3 да 10 мм, каб прадухіліць зацісканне матэрыялу.
Крок: Крок унутранага і вонкавага шрубавых лапатак вызначае восевую адлегласць, на якую матэрыял праштурхоўваецца пры кожным кручэнні. У тыповых канструкцыях суадносіны кроку да дыяметра шрубавага лапаткі складае 0,8–1,2. Меншы крок стварае больш моцныя сілы зруху, што робіць яго прыдатным для матэрыялаў, схільных да агламерацыі; большы крок павялічвае восевую хуткасць транспарціроўкі, што робіць яго прыдатным для матэрыялаў з добрай цякучасцю.
Унутраныя і знешнія шрубавыя лапаткі звычайна маюць двухслаёвую канфігурацыю з супрацьлеглым кручэннем: знешнія лапаткі штурхаюць матэрыял да аднаго канца, а ўнутраныя — у процілеглым кірунку, дасягаючы канвектыўнага змешвання па ўсім барабане. Розніца ў памерах паміж двума наборамі лапатак (дыяметр унутранага лапаткі звычайна ў 0,4–0,6 раза перавышае дыяметр вонкавага лапаткі) забяспечвае рухаючую сілу для радыяльнага перамяшчэння матэрыялу.

Час публікацыі: 03 чэрвеня 2026 г.