
Відэа
Агульнае апісанне
Аўтаматычная машына для закручвання бутэлек TP-TGXG-200 выкарыстоўваецца для аўтаматычнага закручвання вечкаў на бутэлькі. Яна шырока ўжываецца ў харчовай, фармацэўтычнай, хімічнай прамысловасці і гэтак далей. Няма абмежаванняў па форме, матэрыялу, памеры звычайных бутэлек і закручвальных вечкаў. Бесперапынны тып закручвання дазваляе TP-TGXG-200 адаптавацца да розных хуткасцей упаковачных ліній. Гэтая машына сапраўды мае мноства функцый, шырока ўжываецца і простая ў эксплуатацыі. У параўнанні з традыцыйным перыядычным тыпам працы, TP-TGXG-200 больш эфектыўная, шчыльней прэсуе і менш пашкоджвае вечкі.
Прыкладанне
Аўтаматычная машына для закаркоўвання можа выкарыстоўвацца для бутэлек з закручвальнымі вечкамі розных памераў, формаў і матэрыялаў.
А. Памер бутэлькі
Ён падыходзіць для бутэлек дыяметрам 20-120 мм і вышынёй 60-180 мм. Але яго можна наладзіць і для бутэлек патрэбнага памеру.

B. Форма бутэлькі
Аўтаматычная машына для закаркоўвання можа быць ужытая да розных формаў, такіх як круглая, квадратная або складаная форма.




C. Матэрыял бутэлькі і вечка
Незалежна ад таго, шкло, пластык ці метал, аўтаматычная машына для закаркоўвання можа справіцца з усімі імі.


D. Тып з закручвальнай вечкам
Аўтаматычная машына для закручвання вечкаў можа закручваць усе віды шрубавых вечкаў, такія як помпа, распыляльнік, вечка з адкідным краем і гэтак далей.



E. Прамысловасць
Аўтаматычная машына для закаркоўвання можа падысці для ўсіх відаў прамысловасці, незалежна ад таго, ці гэта лінія ўпакоўкі парашкападобных, вадкіх, грануляваных прадуктаў, харчовая, медыцынская, хімічная ці любая іншая прамысловасць. Усюды, дзе ёсць шрубавыя вечкі, ёсць аўтаматычная машына для закаркоўвання.
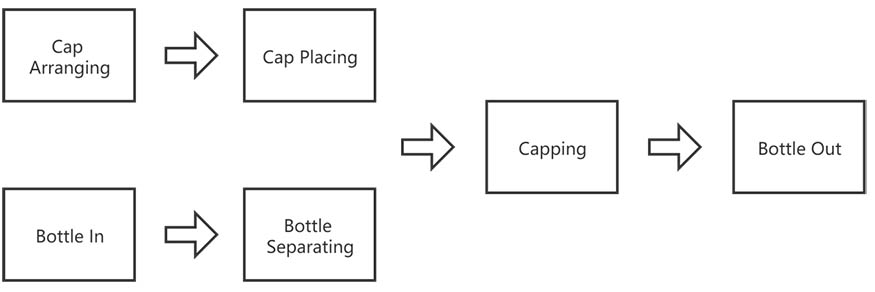
Будаўніцтва і працоўны працэс

Ён складаецца з машыны для закаркоўвання і падачы вечкаў.
1. Падатчык вечкаў
2. Усталёўка вечка
3. Сепаратар для бутэлек
4. Закрыццё колаў
5. Рэмень для мацавання бутэлек
6. Канвеерная стужка для бутэлек
Ніжэй прыведзены працоўны працэс
Асаблівасці
■ Шырока выкарыстоўваецца ў бутэльках і вечках розных формаў і матэрыялаў.
■ ПЛК і кіраванне сэнсарным экранам, простыя ў эксплуатацыі.
■ Прастата ў эксплуатацыі і наладкі дазваляюць значна зэканоміць час і рэсурсы.
■ Высокая і рэгуляваная хуткасць, якая падыходзіць для ўсіх відаў упаковачных ліній.
■ Стабільная прадукцыйнасць і высокая дакладнасць.
■ Функцыя запуску адной кнопкай забяспечвае вялікую зручнасць.
■ Падрабязная канструкцыя робіць машыну больш гуманнай і разумнай.
■ Добрае суадносіны выгляду машыны, высокага ўзроўню дызайну і знешняга выгляду.
■ Корпус машыны выраблены з нержавеючай сталі SUS 304, адпавядае стандарту GMP.
■ Усе кантактныя дэталі з бутэлькай і вечкамі выраблены з матэрыялу, бяспечнага для харчовых прадуктаў.
■ Лічбавы дысплей, які паказвае памер розных бутэлек, што зручна для іх замены (дадаткова).
■ Оптаэлектронны датчык для выдалення бутэлек з памылкова закаркаванымі вечкамі (дадаткова).
■ Ступенчатая пад'ёмная прылада для аўтаматычнай падачы накрывак.
■ Частка вечка, якая падае, можа выдаліць памылковыя вечкі (шляхам прадзьмуху паветрам і вымярэння вагі).
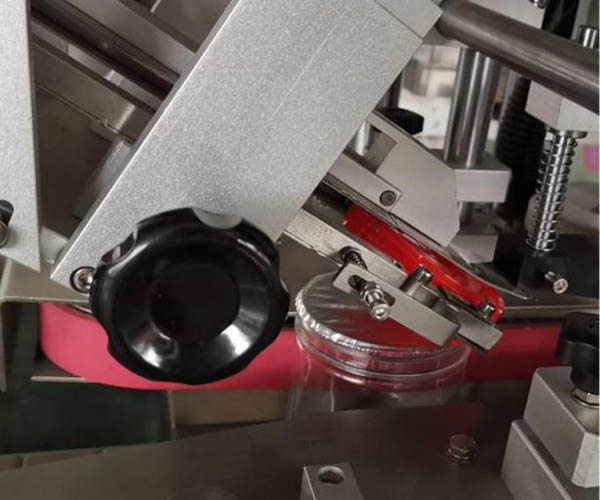
■ Рэмень для націскання на вечка мае нахіл, таму ён дазваляе ўсталяваць вечка ў патрэбнае месца і націснуць.
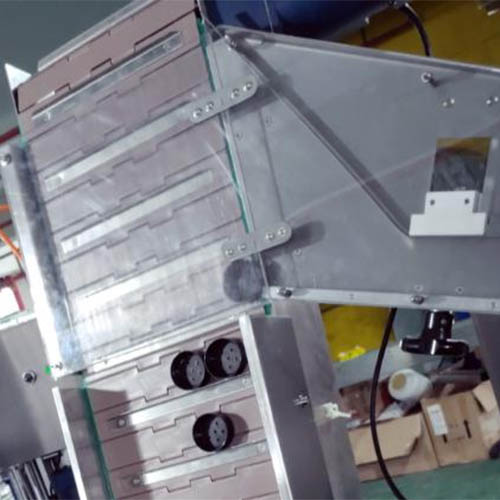
Інтэлектуальны
Выкарыстоўвайце прынцып рознага цэнтральнага балансу з двух бакоў вечка, толькі вечка ў правільным кірунку можа быць перамешчана ўверх. Вечка ў няправільным кірунку будзе аўтаматычна апускацца.
Пасля таго, як канвеер падымае вечкі зверху, паветранадзімалка выдзімае вечкі ў дарожку для вечкаў.

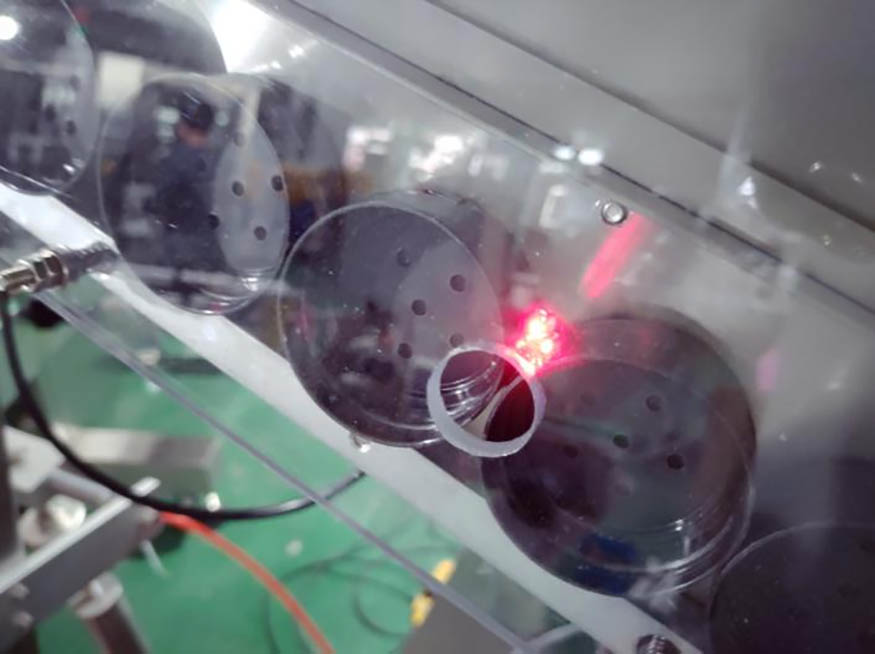
Датчык памылак на вечках лёгка выяўляе перавернутыя вечкі. Аўтаматычны здымальнік памылак на вечках і датчык бутэлькі дазваляюць дасягнуць добрага эфекту закаркоўвання.
Сепаратар для бутэлек аддзяляе бутэлькі адну ад адной, рэгулюючы хуткасць іх руху ў сваім становішчы. Для круглых бутэлек звычайна патрабуецца адзін сепаратар, а для квадратных — два процілеглых сепаратары.


Прылада выяўлення адсутнасці вечкаў кіруе падавальнікам вечкаў, які аўтаматычна запускаецца і спыняецца. З двух бакоў дарожкі для вечкаў размешчаны два датчыкі: адзін правярае, ці запоўнена дарожка вечкамі, а другі — ці пустая яна.
Эфектыўны
Максімальная хуткасць канвеера для бутэлек і падачы вечкаў можа дасягаць 100 удараў у хвіліну, што дазваляе машыне дасягнуць высокай хуткасці і падыходзіць для розных упаковачных ліній.
Тры пары колаў хутка адкручваюць вечкі. Кожная з іх выконвае сваю пэўную функцыю. Першая пара можа круціцца ў адваротным кірунку, каб цяжка ўсталёўваць вечкі ў правільнае становішча. Але яны могуць прымусіць вечкі паварочвацца ўніз, каб хутка дасягнуць патрэбнага становішча разам з другой парай колаў, калі вечка знаходзіцца ў нармальным становішчы. Трэцяя пара злёгку рэгулюецца, каб зацягнуць вечка, таму іх хуткасць самая нізкая сярод усіх колаў.

Зручна
У параўнанні з рэгуляваннем ручнога колы ад іншых пастаўшчыкоў, адна кнопка для падняцця або апускання ўсёй прылады для закаркоўвання значна зручней.
Чатыры перамыкачы злева направа выкарыстоўваюцца для рэгулявання хуткасці канвеера бутэлек, заціску бутэлек, пад'ёму вечкаў і аддзялення бутэлек. Цыферблат дазваляе аператару лёгка дасягнуць патрэбнай хуткасці для кожнага тыпу ўпакоўкі.


Махавікі для лёгкай змены адлегласці паміж двума заціскнымі рамянямі для бутэлек. На двух канцах заціскнога рамяня ёсць два колы. Шыфер дапамагае аператару дакладна заняць правільнае становішча пры змене памеру бутэлек.
Перамыкачы для рэгулявання адлегласці паміж накрывальнымі коламі і вечкамі. Чым меншая адлегласць, тым шчыльней будзе накрываць. Шыфер дапамагае аператару знайсці найбольш зручную адлегласць.


Лёгка працаваць
ПЛК і сэнсарны экран з простай праграмай кіравання робяць працу прасцейшай і больш эфектыўнай.


Аварыйная кнопка для неадкладнага спынення машыны ў экстраны момант, што забяспечвае бяспеку аператара.
| Машына для закаркоўвання бутэлек TP-TGXG-200 | |||
| Ёмістасць | 50-120 бутэлек/мін | Вымярэнне | 2100*900*1800 мм |
| Дыяметр бутэлек | Φ22-120 мм (падганяецца ў адпаведнасці з патрабаваннямі) | Вышыня бутэлек | 60-280 мм (падганяецца ў адпаведнасці з патрабаваннямі) |
| Памер вечка | Φ15-120 мм | Вага нета | 350 кг |
| Кваліфікаваная стаўка | ≥99% | Магутнасць | 1300 Вт |
| Матрыял | Нержавеючая сталь 304 | Напружанне | 220 В/50-60 Гц (або па індывідуальнай замове) |
| Не. | Імя | Паходжанне | Брэнд |
| 1 | Інвертар | Тайвань | Дэльта |
| 2 | Сэнсарны экран | Кітай | TouchWin |
| 3 | Оптычны датчык | Карэя | Аўтаніка |
| 4 | Працэсар | US | АТМЕЛ |
| 5 | Інтэрфейсны чып | US | Мексіка |
| 6 | Прэсінгавы пояс | Шанхай |
|
| 7 | Серыйны рухавік | Тайвань | TALIKE/GPG |
| 8 | Рама з нержавеючай сталі 304 | Шанхай | БааСталь |
Аўтаматычная машына для закаркоўвання можа працаваць з машынай для разліву і маркіроўкі, каб утварыць упаковачную лінію.
A. Разборшчык бутэлек + шнекавы напаўняльнік + аўтаматычная машына для закаркоўвання + машына для запячатвання фальгой.
B. Разборшчык бутэлек + шнекавы напаўняльнік + аўтаматычная машына для закаркоўвання + машына для запячатвання фальгой + машына для маркіроўкі


АКСЭСУАРЫ ў скрынцы
■ Інструкцыя па эксплуатацыі
■ Электрычная схема і схема падключэння
■ Кіраўніцтва па бяспечным выкарыстанні
■ Камплект зношваемых дэталяў
■ Інструменты для тэхнічнага абслугоўвання
■ Спіс канфігурацый (паходжанне, мадэль, характарыстыкі, цана)



1. Усталёўка ліфта для вечкаў і сістэмы ўстаноўкі вечкаў.
(1) Усталёўка датчыка размяшчэння і выяўлення вечка.
Пад'ёмнік для вечкаў і сістэма ўсталёўкі раз'яднаныя перад адпраўкай. Калі ласка, усталюйце сістэму ўсталёўкі і ўсталёўкі вечкаў на машыну для вечкаў перад запускам машыны. Калі ласка, падключыце сістэму, як паказана на наступных малюнках:
Датчык праверкі адсутнасці вечка (спынак машыны)
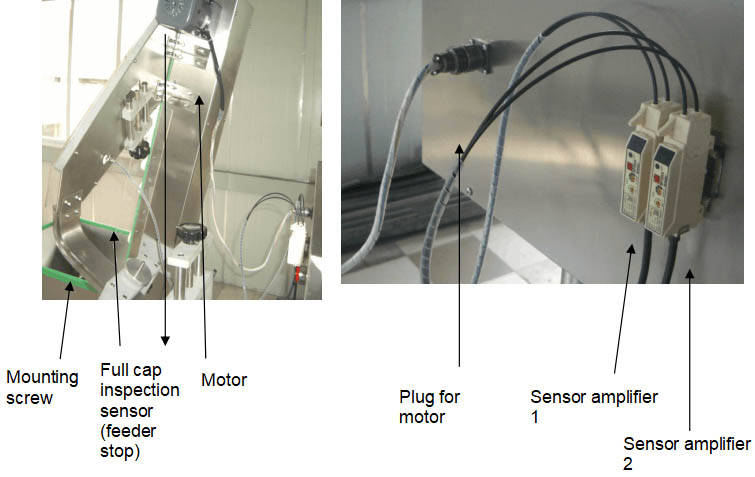
а. Злучыце рэйку для ўстаноўкі вечка і пандус з дапамогай мацавальнага шрубы.
b. Падключыце провад рухавіка да штэкера з правага боку панэлі кіравання.
c. Падключыце датчык поўнай праверкі цокаля да ўзмацняльніка датчыка 1.
г. Падключыце датчык праверкі адсутнасці вечка да ўзмацняльніка датчыка 2.
Адрэгулюйце вугал ланцуга для пад'ёму вечкаў: Вугал ланцуга для пад'ёму вечкаў быў адрэгуляваны ў адпаведнасці з узорам вечка, прадастаўленым вамі перад адпраўкай. Калі неабходна змяніць характарыстыкі вечка (проста змяніць памер, нязменны тып вечка), адрэгулюйце вугал ланцуга для пад'ёму вечкаў з дапамогай рэгулявальнай вінты, пакуль ланцуг не зможа падымаць толькі вечкі, якія абапіраюцца на ланцуг верхнім бокам. Паказанні наступныя:

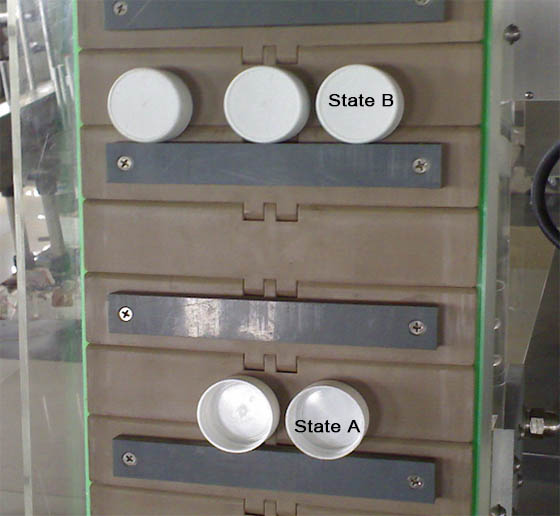
Вечка ў стане А знаходзіцца ў правільным кірунку, калі ланцуг падымаецца па вечку і падымае яго ўверх.
Вечка ў стане B аўтаматычна апусціцца ў бак, калі ланцуг будзе знаходзіцца пад правільным вуглом.
(2) Адрэгулюйце сістэму падзення вечка (жолаб)
Кут падзення жолаба і прастора ўжо ўстаноўлены ў адпаведнасці з прадастаўленым узорам. Звычайна, калі няма іншых новых спецыфікацый бутэлькі або вечка, наладу не трэба карэктаваць. А калі ёсць больш спецыфікацый, чым адна спецыфікацыя бутэлькі або вечка, кліент павінен пералічыць гэты тавар у кантракце або яго дадатку, каб гарантаваць, што вытворца пакіне дастаткова месца для далейшых мадыфікацый. Спосаб рэгулявання наступны:
Адрэгулюйце вышыню сістэмы апускання вечка: перад паваротам ручкі 1 адкруціце мацавальны шруба.
Рэгулявальны шруба можа рэгуляваць вышыню прасторы жолаба.
Ручка-колка 2 (з двух бакоў) можа рэгуляваць шырыню прасторы жолаба.
(3) Рэгуляванне прыціскной часткі вечка
Вечка аўтаматычна закрывае горла бутэлькі з жолаба, калі бутэлька падаецца ў зону прыціску на вечка. Вышыню прыціску на вечка таксама можна рэгуляваць у залежнасці ад вышыні бутэлек і вечкаў. Гэта паўплывае на эфектыўнасць закрыцця вечка, калі ціск на вечка няправільны. Калі становішча прыціску на вечка занадта высокае, гэта паўплывае на эфектыўнасць прыціскання. А калі становішча занадта нізкае, вечка або бутэлька могуць быць пашкоджаны. Звычайна вышыня прыціску на вечка рэгулюецца перад адгрузкай. Калі карыстальніку трэба адрэгуляваць вышыню, спосаб рэгулявання наступны:

Калі ласка, адкруціце мацавальны шруба перад рэгуляваннем вышыні прыціскной часткі вечка.
У машыне ёсць яшчэ адна частка для націскання вечка, якая падыходзіць для самай маленькай бутэлькі, спосаб яе змены паказаны ў відэа.
(4). Рэгуляванне ціску паветра для выдзімання каўпачка ў жолаб.

2. Рэгуляванне вышыні асноўных дэталяў у цэлым.
Вышыня асноўных частак, такіх як канструкцыя фіксацыі бутэлькі, круцільнае кола з эластычнай гумкі, частка для прыціскання вечка, можа рэгулявацца з дапамогай ліфта машыны. Кнопка кіравання ліфтам машыны знаходзіцца з правага боку панэлі кіравання. Перад запускам ліфта машыны карыстальнік павінен аслабіць мацавальныя шрубы на двух апорных слупах.
ø азначае ўніз, а ø азначае ўверх. Каб пераканацца, што становішча круцільных колаў супадае з вечкамі, адключыце харчаванне ліфта і зацягніце мацавальны шруба пасля рэгулявання.
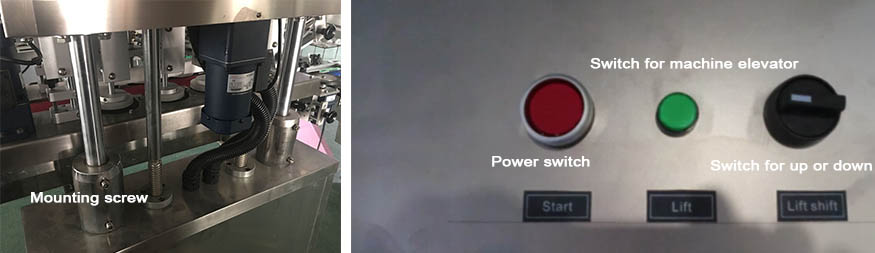
Заўвага: Калі ласка, увесь час націскайце кнопку ліфта (зялёная), пакуль яна не дасягне патрэбнага становішча. Хуткасць ліфта вельмі павольная, калі ласка, пачакайце цярпліва.
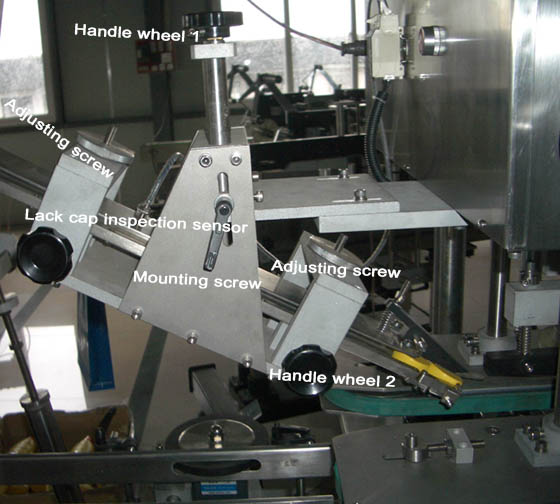
3. Адрэгулюйце гумова-эластычнае круцільнае кола (тры пары круцільных колаў)
Вышыня круцільнага кола рэгулюецца ліфтам машыны.
Шырыня пары круцільных колаў рэгулюецца ў залежнасці ад дыяметра каўпачка.
Звычайна адлегласць паміж парай колаў на 2-3 мм меншая за дыяметр вечка. Аператар можа рэгуляваць шырыню кручэння колаў з дапамогай ручкі B (кожная ручка можа рэгуляваць адноснае кручэнне колаў).
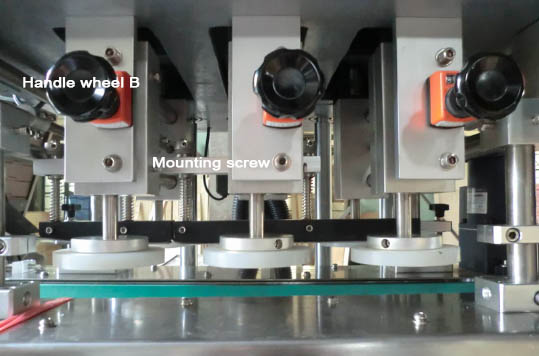
Перад рэгуляваннем ручкі B, калі ласка, адкруціце мацавальны шруба.
4. Рэгуляванне структуры мацавання бутэлькі.
Фіксаванае становішча бутэлькі можна адрэгуляваць, рэгулюючы становішча фіксуючай канструкцыі і восі злучэння. Калі фіксаванае становішча занадта нізка на бутэльцы, яна лёгка апусціцца падчас падачы або закаркоўвання. І наадварот, калі фіксаванае становішча занадта высока на бутэльцы, гэта парушыць правільную працу круцільных колаў. Пераканайцеся, што цэнтральная лінія канвеера і фіксуючых канструкцый бутэлькі знаходзяцца на адной лініі пасля рэгулявання.

Паварочваючы кола ручкі А (каб павярнуць ручку двума рукамі адначасова), адрэгулюйце адлегласць паміж рамянямі фіксацыі бутэлькі. Такім чынам, канструкцыя можа добра фіксаваць бутэльку падчас працэсу прэсавання.
Вышыня рамяні для фіксацыі бутэлек звычайна рэгулюецца ліфтам машыны.
(Увага: Аператар можа адрэгуляваць вышыню рамяня для фіксацыі бутэлькі пад мікраскопам пасля таго, як аслабіць мацавальны шруба на 4-звенным вале.)
Калі аператару трэба перамясціць рамень у вялікім дыяпазоне, адрэгулюйце становішча рамяня, пасля таго як разам аслабіце шрубы 1 і 2, а калі аператару трэба адрэгуляваць вышыню рамяня ў невялікім дыяпазоне, аслабце толькі шрубу 1 і павярніце рэгулявальную ручку.

5. Рэгуляванне прасторы для бутэлькі з дапамогай рэгулявальнага кола і парэнчаў.
Аператар павінен змяніць становішча кола рэгулявання прасторы для бутэлькі і парэнчаў пры замене бутэлькі. Адлегласць паміж колам рэгулявання прасторы і парэнчамі павінна быць на 2-3 мм меншай за дыяметр бутэлькі. Пераканайцеся, што цэнтральная лінія канвеера і канструкцый для мацавання бутэлькі знаходзяцца на адной лініі пасля рэгулявання.
Аслабце рэгулявальны шруба, каб адрэгуляваць становішча рэгулявальнага кола прасторы для бутэлькі.
Свабодная рэгулявальная ручка можа рэгуляваць шырыню парэнчаў з абодвух бакоў канвеера.


